冷彎型鋼方、矩、異型管材采用直接成方式工藝成型后焊接或不焊接冷彎型材
直接成方式工藝生產方法是采用板料帶料直接彎曲成型再精整形而成,其特點如下:
1、此種方法成型斷面角部形狀較好,相對內圓弧半徑較小,且邊部平直、外形較規整
2、機組設備負荷低,尤其在定徑機組上負荷降低極為明顯
3、采用這種工藝成型法消除了成型中的軸向力與側向磨損,既減少了成型道次,包保證了產品精度,又減少了功率損耗與軋輥磨損
4、多架式采用組合式軋輥,使用一套軋輥即可生產數十種規格的形狀相應尺寸,可大大減少軋輥備件儲備,降低軋輥費用80%
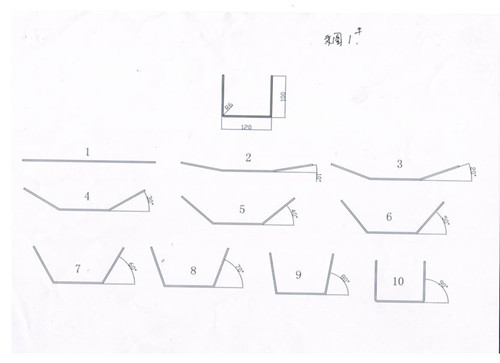
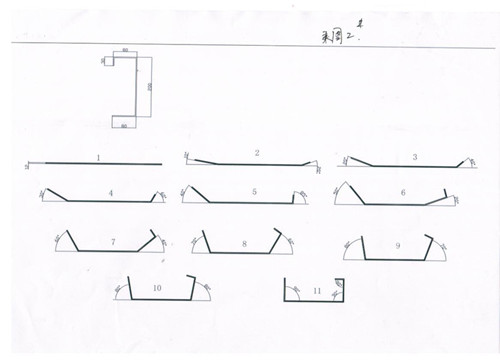
5,、變形方式如示圖1(100*120*100mm)
利用組合式軋輥可生產帶寬880mm以內產品十幾個品種,組合合理或側力輥架做一些小范圍變化,在帶寬范圍內任意規格都能實現做出品質優良產品。范圍:高度50mm-400mm范圍內 寬:60mm-600mm范圍內
6、示圖2變形道次十一次,精變形四組,外形尺寸:30*80*200*80mm
此形狀可上、下主動軸共用示圖1形狀軋輥,只是增加側力輥架及側立輥,用這種新型組合成型可生產范圍從邊30mm為基準,可生產30-300mm,80mm側邊可生產30-400mm,200mm高度可生產80-600mm范圍內,調整合理及現場使用調試工程人員技術力量強,能達到更多范圍內外的尺寸
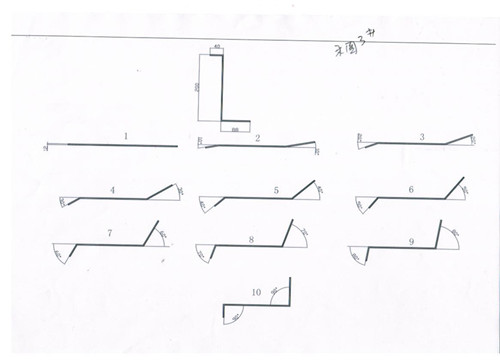
7、示圖3變形道次十組變形,四組精整
這種變形與示圖1相似,200mm面、80mm面與示圖1一樣,側反40mm面部分改變,共用部分主動上輥下壓變形,可生產20-80mm。
8、軋輥底徑Ф350mm,底徑增大或減小都影響規格范圍,側立輥外徑Ф160-250mm,具體組合方式見成品軋輥工藝手冊。
此模具系源晟鍵自主研發產品,產品解釋權歸本公司。



 首頁
首頁